
Advances in product development technology—ranging from CAD to CAM to CAE and modern PLM systems—are accelerating due to high-speed computing and innovative software architectures. Breakthroughs that once emerged within individual disciplines have now integrated into comprehensive, complementary toolsets, including IoT integration and digital twins. Consider the seamless performance of CAD and CNC programs and the expanding integration of CAD into factory simulation, business planning, and back to design.
The evolution of productivity-focused programs is driven by manufacturers and vendors recognizing the deep interconnection between design and manufacturing. The concurrency of these processes is becoming a cornerstone of business strategy, ensuring that design decisions positively impact manufacturing. Preparation for manufacturing realities is increasingly incorporated into the design phase.
A collaborative dialogue between design and manufacturing that enables profitable adjustments to product geometry, materials, and processes has long been the objective of the Concurrent Engineering movement. This pursuit of concurrency fuels the all-digital product development environment. The true value of this collaboration lies in delivering products that meet market demands at optimal costs, ensuring profitability for manufacturers and satisfaction for consumers.
Early cost analysis and product simplification through Design for Manufacture and Assembly (DFMA) are essential for achieving profit targets.
Why is this important? Because the significant financial benchmarks reported by companies using DFMA software consistently demonstrate substantial savings over extensive timelines. Companies implementing DFMA practices typically reduce their total product costs by approximately 50%, with labor costs decreasing by 42%, parts by 54%, assembly time by 60%, and product development cycle time by 45%.
The results are achieved alongside major productivity advancements in CAD/CAM/CAE/PLM and the ongoing adoption of lean manufacturing and Six Sigma methodologies. They apply across diverse industries and production volumes.
Why do leading manufacturers worldwide continue to realize such savings despite deploying new organizational and technological strategies? The answer lies in early product simplification and costing analysis with DFMA, which positively influences all subsequent processes. Consolidating separate part functions into multifunctional components eliminates the need for additional resources spanning CAD, supply chain, delivery, and service.
Integrating maximum functionality into the fewest parts reduces component interfaces that often lead to quality issues and disrupt Six Sigma initiatives. Additionally, lean manufacturing benefits when products are designed for assembly efficiency from the outset. Essentially, lean design equates to lean manufacturing.
As modern PLM systems enhance visibility, tracking, and simulation across the entire development chain, DFMA lays the groundwork for product efficiency, enabling these systems to further reduce organizational costs and support strategic business decisions.
However, despite significant progress in enhancing systems and communication across various product development and production disciplines, substantial opportunities for improvement remain. When a 10-14% return on investment is considered excellent for manufacturers, how can the industry not universally adopt a product costing process that historically saves up to 50%? The answer lies in persistent challenges in the communication between design and manufacturing, OEMs and suppliers. Let’s explore how most manufacturers currently cost out their designs.
Generally, costing practices fall into four main approaches: parametric, industry-based, supply chain, and DFMA conceptual stage cost modeling. The first three primarily rely on price modeling based on historical supplier bids and industry data. While detailed, these price models are better at reflecting past performance than predicting future costs. They lack a scientific foundation, providing limited support for meaningful discussions on manufacturing costs.
Traditionally, price modeling involves fully detailing a design in CAD, deeply investing the team in that specific product configuration, and then sending it out for bids over several weeks. If the returned quote exceeds the target price, it often leads to cost-cutting measures such as de-featuring the product and reducing supplier margins.
To innovate beyond iterative improvements, early cost modeling is essential. This means conducting cost analysis even from initial sketches or loosely dimensioned industrial design drawings. It's crucial for engineering teams and suppliers to quickly establish a cost profile before the design progresses to the next development stage.
With DFMA, cross-functional teams can review parts and assemblies using software to build cost data feature-by-feature from basic geometries or imported CAD files. Manufacturing experts can analyze the design using default libraries or by incorporating custom manufacturing processes. The DFM library offers a comprehensive understanding of manufacturing costs across various processes, including sheet metal stamping, machining, injection molding, and sand casting. If further cost refinement is needed, Design for Assembly (DFA) provides deeper insights for consolidating features into cost-effective components.
Let’s examine this process in action. When Deere introduced its cleaner-burning advanced emission-compliant engines, modifications were necessary for one of its combine harvesters. The swing-out landing deck required enlargement and increased rigidity without adding significant weight or cost. Initial estimates showed that the redesign would exceed the target cost, and supplier quotes were higher than anticipated.
Deere and its suppliers collaborated using DFMA software, addressing both design and manufacturing aspects simultaneously. This collaboration generated numerous ideas for design improvements. For example, by shortening the perforated metal sheet of the landing deck, Deere could purchase less expensive standard-sized sheets, resulting in a 60% reduction in material costs. Additionally, switching from a fabricated C channel to rectangular steel tubes eliminated a metal-forming step, reduced weight, and enhanced structural rigidity, thereby improving customer usability. Reduced weight also translates to lower energy consumption during operation.
These engineering achievements exemplify how innovation and profitability emerge from a quantitative costing approach within an interdisciplinary setting. Ultimately, the engineering team surpassed the original target cost by seven percent for the entire landing deck, streamlining the ladder assembly from 17 to ten parts. At Deere, suppliers are incentivized for cost-saving ideas, fostering a robust business model for both OEMs and suppliers.
Motorola Inc. has been instrumental in monitoring and scaling the impact of DFMA on Six Sigma quality. They have consistently demonstrated that as assembly efficiency improves and part counts decrease, their products increasingly align with Six Sigma standards. Motorola continues to uphold this understanding of the relationship between design choices and manufacturing quality. Today, Motorola University, with campuses worldwide, educates employees, customers, and supply chain partners on integrating Six Sigma programs with lean and DFMA initiatives.
As labor costs rise globally, designing labor-efficient products with enhanced features and superior quality remains a business imperative. At the Motorola Quality Institute (MQI) in Taiwan, engineering teams and business managers collaborate on redesign projects and maintain business scorecards reflecting customer goals and key performance indicators related to Six Sigma and DFMA analyses. A recent MQI project with a leading electronic-device manufacturer achieved significant savings across multiple product redesigns in a short timeframe.
Although best practices for snap fits and cabling continue to evolve in electronics through collective development efforts, teams trained in DFMA and quality methods at MQI achieved average part-count reductions of 11% for mature products and 35% for new products. In a single 90-day session, "students" (including Six Sigma black belts and other experts) realized savings of approximately 30% in part count and assembly time for a consumer electronic device, around 41% part count reduction for a TV, and over 57% reduction for a server. According to an MQI instructor, the systematic use of DFA effectively overcomes any hypothetical resistance to innovation.
Conceptual stage cost modeling isn't exclusive to large OEMs. Due to increasing pressure on OEMs and suppliers to reduce product costs, suppliers have a unique opportunity to leverage DFMA software to enhance their expertise and assist OEMs in achieving their objectives.
Aztalan Engineering, Inc. (AEI), a machine shop in Lake Mills, Wisconsin, has integrated DFMA costing into its core business practices. DFMA enables AEI to produce accurate and detailed quotes, explore design and manufacturing strategies, assess manufacturability, reduce manufacturing costs, and effectively manage in-house machining, customer relationships, and the supply chain.
When an OEM customer provides a CAD model of a proposed new part, AEI imports the geometry into DFMA software. The goal is to evaluate design complexity and manufacturing strategy alongside the original design engineers to make optimal economic decisions. This comprehensive, quantitative design assessment can lead AEI to collaborate with external partners specializing in forging, casting, and other areas beyond its primary machining expertise.
A secondary benefit of concurrent costing is that detailed part quotes allow the shop to generate manufacturing-ready roadmaps from the DFMA software. These roadmaps outline face or pocket milling operations, establish fixturing and part density, and specify necessary machinery and specialty tooling. This ensures that the physical manufacturing process closely aligns with the costed process. Suppliers aim to produce high-quality products efficiently, influencing design to meet cost targets and freeing resources for other projects. Conceptual stage cost modeling thus offers significant value to the entire supply chain.
This highlights the causal relationship between design decisions and the business aspects of manufacturing. Design choices regarding features and processes impact all downstream activities within an organization. Reducing product complexity results in savings across testing and prototyping, part and material tracking, CAD and PDM systems, production throughput, inventory and shipping, and product warranty and service. Utilizing DFMA to understand costs enables increased product functionality for customers while achieving market-acceptable pricing.
For years, companies have demonstrated that DFMA is fundamental to creating competitive products. Costing product designs isn't an insurmountable engineering challenge; it’s a powerful tool available today. While it necessitates reallocating resources from the later stages of development to the design phase, most back-end costs associated with testing, validation, and rework are not where manufacturers prefer to allocate their budgets. Overall, the design-to-product launch cycle shortens with DFMA, downstream savings grow significantly, and labor-efficient products provide engineers with compelling reasons to maintain domestic manufacturing.

Rear view of a Deere combine harvester, showing the swing-out landing deck. The pullout ladder provides service access to the combine during maintenance. Deere engineers modified the landing deck assembly to accommodate the company’s advanced emission-compliant engine. Design for Manufacture and Assembly (DFMA®) software from Boothroyd Dewhurst, Inc., facilitated a cost-effective redesign.
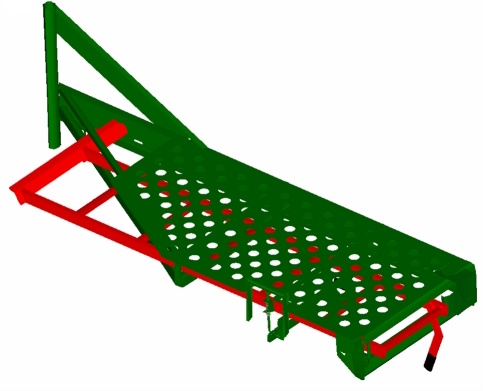
View showing the redesigned swing-out landing deck with the ladder stowed. DFMA brainstorming sessions with Deere's design and manufacturing engineers, supply chain management, and suppliers generated numerous ideas for improving the previous design. Adjusting the size of the perforated deck sheet, for example, resulted in a 60% reduction in raw material costs.
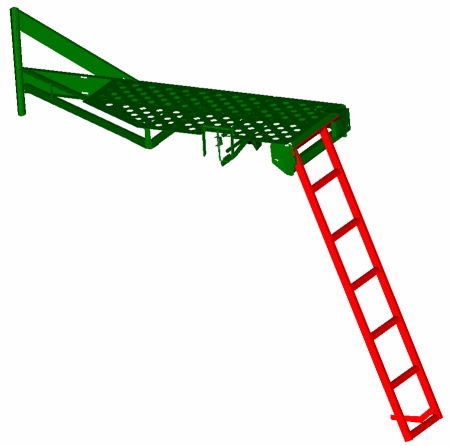
View of the assembly with the ladder extended. One new suggestion was to use rectangular tubes for the ladder siderails instead of round tubes to minimize unnecessary processing on mating parts. Additionally, a supplier recommended shortening the siderails by 3mm to optimize the use of standard tube lengths.




